






我国天然气脱硫技术的发展过程
在我国天然气中,H2S和H2S被广泛用作高风险介质,不仅危害人体健康,污染环境,而且还对天然气管道及相关设备造成腐蚀。因此,天然气生产技术的发展需要对天然气进行脱硫,越来越有效的天然气脱硫技术不断涌现。论述了天然气脱硫技术,包括天然气湿法脱硫、气膜分离脱硫、超重力氧化还原法脱硫、改性活性炭催化氧化脱硫、微生物法脱硫、天然气脱硫技术研究。
关键词:天然气 脱硫 膜分离 微生物 湿法
绪论随着全球工业的发展,能源的需求日益增加,天然气已成为能源与环境可持续性发展的必须,天然气作为一种绿色洁净能源,其开发和利用越来越受到人们的重视。发展天然气工业,必须研究发展天然气净化工艺,解决天然气的输运储备和无害利用问题,尤其要脱除天然气中的硫化物,从源头上减小污染。而天然气国家标准(GB17820-1999)对预处理后天然气的五项指标要求的标准中包括总硫含量和硫化氢含量,可见脱除硫化氢对天然气净化的重要性。天然气的硫以H2S,COS,CH3SH,CH3SSCH3等形式存在,其中主要为 H2S和少量有机硫。硫的存在使得天然气在生产、销售、运输过程中会对设备造成一定的腐蚀以及管路堵塞,增加了维修费用和不安全隐患。同时,天然气作为有机合成的主要原料,在合成反应过程中,硫的存在会使催化剂中毒,天然气中的甲烷作为燃料电池阳极材料对硫的含量也有很高的要求,硫在经过燃烧后生成SO2排入大气中会污染大气,形成酸雨污染土壤、河流。因此,从设备维护、安全生产、环境保护以及经济成本等各方面考虑,天然气脱硫是十分必要的。进而,本文就当今一些先进的脱硫技术的进展进行了总结、概括。
1常见的天然气脱硫方法从天然气脱硫技术发展趋势来看,催化、吸附、生物脱硫都是比较先进的技术,进而根据目前国内外的天然气脱硫方法,大致可以分为化学脱硫法、物理脱硫法、生物脱硫法以及新型脱硫法。1.1化学脱硫法化学脱硫法主要可以分为湿法脱硫和干法脱硫两大类[1]。干法脱硫效率较高,脱硫剂 般不能再生,适用于低含硫气处理,在目前工业上应用较少。湿法脱硫溶液的吸收和再生方法又分为化学吸收法和氧化还原法三种类型。湿法脱硫处理量大,操作连续,适用于天然气处理量大、硫化氢含量高的场合。
1.1.1 湿法脱硫技术湿法脱硫是通过气-液两相接触,将气体中的H2S转移到液相,从而得到气体的净化,然后对脱硫液进行再生,循环使用。其中常用的湿法脱硫有催化氧化法和醇胺法等[2],其中世界上应用最广泛的是醇胺法。
1.1.1.1 PDS脱硫作为一种新的液相催化氧化法脱硫工艺,PDS技术与同类其它技术相比,具有工艺简单、成本低、脱硫效率较高的特点,不仅能脱无机硫,而且能脱有机硫;催化活性高,用量少,脱硫适用范围宽;产生硫泡沫多,易分离,不堵塞设备,适用于各种气体和低粘度液体的脱硫等。PDS脱硫技术的工作原理与一般液相催化氧化法的脱硫原理相比,有相同之处,又有本质区别。相同的是整个工艺过程由硫化物的催化化学吸收和催化氧化两个子过程构成;不同的是PDS脱硫技术对两个子过程都有催化作用,且脱硫为全过程的控制步骤,即PDS脱硫技术将一般液相催化氧化法再生过程为全过程的控制步骤改变成脱硫过程为全过程的控制步骤。PDS脱硫是在碱性条件下进行的,脱硫溶液由PDS、碱性物质和助催化剂三种成分组成。所采用的碱性物质为氨或纯碱,但从设备腐蚀和脱除有机硫来看,用氨要优于使用纯碱。PDS脱硫技术应在操作压力不是太高的条件下使用,最高不超过3.0MPa,常压最好,由于高压天然气脱硫处理造成耗电过高,结果不很理想。近年来,PDS脱硫技术经过不断改进和完善,催化剂各方面的性能有了较大的改进和提高,开发出PDS一4型、PDS一200型发展至目前的PDS一400型。改进后的PDS一400型工业使用时不需预活化,也不采用助催化剂,活性指标由0.02minI1提高到0.04min甚至0.06min以上,催化活性和选择性都有提高。
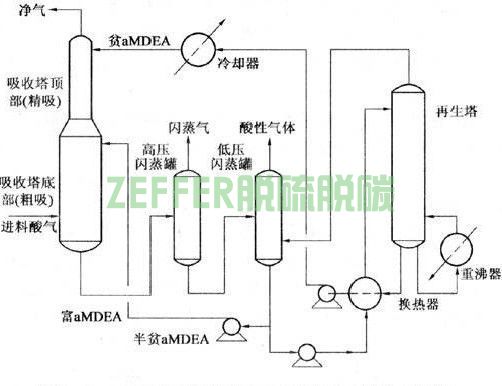
1.1.1.2 醇胺法 醇胺法是目前天然气脱硫工艺中最常用的方法。醇胺法通常用甲基二乙醇胺、二乙醇胺等脱硫液将天然气中的H2S与CO2吸收下来,并与醇胺溶液发生反应的过程[3]。常见的脱硫剂有一乙醇胺(MEA)、二乙醇胺(DEA)、三乙醇胺(TEA)、二甘醇胺(DGA)、二异丙醇胺(DIPA)、甲基二乙醇胺(MDEA)。醇胺结构中含有羟基和氨基,羟基可以降低化合物的蒸汽压,并增加化合物在水中的溶解度;氨基则使化合物水溶液呈碱性,以促使其对酸性组分的吸收。MEA在各种胺中碱性最强,与酸气反应最迅速,既可脱除H2S又可脱除CO2 ,并对这两种酸性物质没有选择性。MEA能够使H2S和CO2的净化度达到几个ppm,但是再生需要相当多的热量。若原料气中含有COS,由于不可逆反应和溶剂的最终降解,不宜用MEA法。DEA既可脱除H2S,又可脱除CO2,是非选择性的。与MEA不同,DEA可用于原料气中含有COS的场合。即使DEA的分子量较高,但由于它能适应两倍以上MEA的负荷,因而它的应用仍然经济。DEA溶液再生后一般具有较MEA溶液低得多的残余酸气浓度。特别是MDEA化学稳定性好,溶剂不易降解变质;对装置腐蚀较轻,可减少装置的投资和操作费用;在吸收H2S气体时,溶液循环量少,气体气相损失小。但是,MDEA比其他胺的水溶液抗污染能力差,易产生溶液发泡、设备堵塞等问题。胺吸收法是一种发展比较成熟的天然气处理方法,但该法存在设备笨重、投资费用高、流程复杂、脱硫剂流失量大、再生和环境污染等问题。其中最大的问题就是吸收液的再生。所应用的再生方法主要是高温减压蒸馏,该方法回收耗能高,投资大,再生回收率不高。目前醇胺法脱硫脱碳工艺已由使用单一水溶液发展到与不同溶剂复配而 成的配方型系列溶剂,通过溶剂复合化而实现操作性能的提升和应用范围的拓展,起到了节能降耗,减少生产成本,增加装置处理量等明显效果。
1.1.2 干法脱硫干法脱硫是将原料气以一定的空速通过装有固体脱硫剂的固体床,经过气-固接触交换,将气相中的H2S吸附到脱硫剂上,达到净化的目的[4]。较为常见的固体吸附剂有铁系、锌系、锰系氧化物较为活泼氧化物。活性炭是常用的固体脱硫剂,可用来脱除天然气中的微量H2S。活性炭与其他吸附剂(如分子筛)相比具有比表面积大、热稳定性好、微孔结构和湿气的吸附容量大等优点,其价格低廉,而且在脱硫的同时还可达到脱色吸味的目的。活性炭的上述优点使其使用非常广泛。另外还有分子筛和氧化锌等物质也可用于天然气脱硫。氧化锌、分子筛、活性炭和氧化铁脱硫剂脱硫效果都能达到出口硫的质量浓度小于0.1mg/m,可达到天然气精脱硫的要求。不同脱硫方法各有优缺点:分子筛和氧化锌脱硫剂价格昂贵,设备投资也相应高(分子筛需要高温再生设备);活性炭和氧化铁脱硫剂价格低廉,设备投资费用少,操作简便,较为经济些。但从化学反应机理看,活性炭脱除H2S时,必需有O2存在才能进行而氧化铁脱硫剂有O2或无O2 都能脱除H2S(反应2)2H2S+O2==2S+2H2O (1)Fe2O3·H2O+3H2S==2FeS+S+4H2O (2)
1.2 物理脱硫法
1.2.1 增压流化床燃烧(PFBC)技术英国煤炭利用研究协会(BCURA)于1968年第一次把流化床放入一个压力容器内,此为增压流化床的雏形。PFBC机组效率为38%~42%,脱硫效率在90%以上,同时还具有较强的脱硝能力,因此引起了人们极大的兴趣。作为商业运营的PFBC电站首次在瑞士的Vartan电站使用。
1.2.2 膜分离技术膜分离原理是在薄膜的表皮层中,有很多很细的毛细管孔,这些孔是由膜基体中非键合材料组织间的空间所形成的,气体通过这些孔的流动主要是knuden流(自由分子流)、表面流、粘滞流和筛分机理联合作用的结果,其中粘滞流不产生气体的分离。根据knuden流机理,气体的渗透速率与气体分子质量的平方根成反比。由于CH4 的分子质量比H2S,CO2和H2O小,所以CH4的渗透系数大于H2S、CO2、H20,而且当为knuden流时,纯气体的渗透系数与操作压力无关,维持恒定。表面流指的是被膜孔表面吸附的气体层通过膜孔的流动由于纤维膜表面有较强的吸附作用,而且该吸附层的特性,即:H2S、CO2 、H20的渗透性随压力增加而增加。因此,当表面流占主导地位时,H2S、CO2 、H20的渗透系数大于CH4 。根据筛分机理,CH4的分子动力学半径为1.92µm,大于H2S、CO2、H20的分子动力学半径,当膜表皮层中的一些膜孔尺寸足够小时,CH4在这些膜孔中难以通过。因此,H2S、CO2、H20比CH4的分离因子高。当混合气体在压力推动下通过膜分离器时,不同气体的通过速率有极大的差异,“高速气体”快速通过膜而与“低速气体”分离,两种气体经不同的导压管在处理系统的不同出口排出,“高速气体”又称渗透性气体,为H2S、CO2、H20、H2、He及02,属于低压气流;“低速气流”又称剩余气体(尾气),为CH4、N2、Ar、CO2及其它碳氢化合物气体,属于高压气流,经处理后的产品气(尾气)仍有很高的压力进入管网。从天然气中脱除H2S、CO2 、H20是利用由于各种气体通过膜的速率各不相同这一原理,从而达到分离的目的。
气体渗透过程可分三个阶段:(1)气体分子溶解于膜表面;(2)溶解的气体分子在膜内活性扩散、移动;(3)气体分子从膜的另一侧解吸。气体分离是一个浓缩驱动过程 它直接与进料气和渗透气的压力和组成有关。为了提高膜的分离效率,目前工业上采用的膜分离单元主要有中空纤维型和螺旋卷型两类,可根据具体的处理条件恰当地进行选择。中空纤维型膜的单位面积价格要比螺旋卷型薄膜便宜,但膜的渗透性较差,因而需要的膜面积就较大。另外中空纤维型管束直径较小(通常小于300微米),用它来传输渗透气,如果渗透气流量过大,则会导致管柬内压力显著下降而影响到膜的分离效率。而螺旋卷型的设计很好地解决了这个问题,由于它是将比中空纤维型膜选择性渗透层更薄的膜弄成卷型放入管状容器内,因此具有较高的渗透流量,而膜的承受能力也得到了提高。同时,还可根据特殊的要求将单元设计成适当的尺寸,以便于安装和操作。因此尽管螺旋卷型薄膜单位面积价格比中空纤维型膜要贵3—5倍,但因其具有上述优点,国外天然气的膜处理装置多采用螺旋卷型分离单元。膜分离技术适合处理原料气流量较低、含酸气浓度较高的天然气,对原料气流量或酸气浓度发生变化的情况也同样适用,但不能作为获取高纯度气体的处理方法。对原料气流量大、酸气含量低的天然气不适合,而且过多水分与酸气同时存在会对膜的性能产生不利影响。目前,国外膜分离技术处理天然气主要是除去其中的CO2,分离H2S的应用相对较少,而且处理的H2S浓度一般也较低,多数应用的处理流量不大,有些仅用于边远地区的单口气井。但膜分离技术作为一种脱除大量酸气的处理工艺,或者与传统工艺混合使用,则为含高浓度酸气的天然气处理提供了一种可行的方法。国外在此方面已作了许多有益的尝试。尤其是对一些高含量H2S天然气的处理,获得了满意效果。
1.2.3 变压吸附技术(PSA)变压吸附技术是一种重要的气体分离技术,其特点是通过降低被吸附组分的分压使吸附剂得到再生,而分压的快速下降又是靠降低系统总压或使用吹扫气体来实现的。该技术是1959年开发成功的,由于其能耗低,目前在工业上应用广泛[5]
1.3 生物脱硫法生物脱硫技术是80年代发展起来新工艺,它具有许多优点,不需催化剂和氧化剂,不需处理化学污泥,少污染,低能耗,效率高,许多国内外学者都致力于该项技术的研究。它是利用发酵液中的各种微生物(如脱氮硫杆菌、氧化硫硫杆菌、氧化亚铁硫杆菌、排硫硫杆菌、丝状硫细菌和发硫菌属等),在微氧条件下将H2S氧化成单质S和H2SO4,其反应式如下[6]2H2S+O2=2S+2H2O2S+302+2H2O=2H2SO4 迄今为止, 天然气生物脱硫工艺获得工业应用的有两种: Bio-SR和Shell- Paques工艺。
1.3.1 氧化亚铁硫杆菌(即Bio—SR工艺)Bio-SR工艺由日本钢管公司京滨制作所开发, 1984年工业化应用, 主要用于工业废气(如炼油厂胺洗装置和克劳斯装置的排出气)除硫, 使用氧化亚铁硫杆菌, 在酸性条件下运行, 已建两套装置。氧化亚铁硫杆菌有嗜酸性,因而反应要在酸性条件下进行,氧化反应pH值在12~14为最佳。该工艺利用氧化亚铁硫杆菌的间接氧化作用,用硫酸铁脱除H2S,再用氧化亚铁硫杆菌将低价铁氧化为三价铁。其脱硫原理如下:
1.3.2 脱氮硫杆菌(Shel—Paques工艺) 该工艺由荷兰Paqu公司与Shell公司联合开发,它采用脱氮硫杆菌在碱性条件下脱除硫化氢。该公司最早推出的Thiopaq工艺用于炼厂气、生物气等的脱硫。Shelpaq是在天然气、合成气、克劳斯尾气处理应用时的名字,从1993年起,该工艺就已成功用于生物气(CH4、C02和H2S的混合物)的脱硫。并经过实验厂中长期处理高压天然气的实验,证明了工艺运行平稳,其费用大约是100美元/t硫,适合处理5013000kg/d的H2S。该技术采用碱液吸收硫化氢,由于脱氮硫杆菌既可在有氧,也可在无氧条件下生存,在有氧条件下,其脱硫原理如下: 该工艺只采用碱液吸收H2S,而后在生物反应器中于常压下将H2S氧化为单质硫。脱氮硫杆菌氧化生成的元素硫具有亲水性,可防止堵塞和结块,同时还有的硫化物被氧化为硫酸盐[6] 有氧条件下的脱硫工艺,在用于天然气净化领域时,常常会遇到高压情况,这就会增加装置投资,当脱硫和再生在同一反应器时,由于补充空气,需严格控制配氧比,否则就有爆炸的可能,从而缺乏竞争力。因此,Paques公司正致力于无氧条件下的一步脱硫工艺研究。 无氧一步工艺过程中的吸收和生物反应均在同一反应器中进行,不再补充空气,仍以碱液吸收硫化氢,pH为7~9左右,以硝酸盐作为电子受体,但硫醇对T.D 菌生长不利,对CS2,COS,COSCH3等相对耐受,因细菌CO2或HCO3-作碳源,对CO2也有一定脱除能力。
1.4 新型脱硫法
1.4.1 TiO2光催化脱硫70年代日本滕昭明首次发现了TiO2基光催化材料,它不仅可以利用太阳能来分解有机物,还可以氧化去除大气中的NO、SO2等有毒气体。因这类材料催化活性高,化学稳定性好;且使用安全,所以作为新一代环保材料得到广泛应用。最初关于TiO2的研究,大多在悬浮体系中进行,即采用粉末状。但实验发现粉未状态的TiO2易失去活性,凝聚且难以回收,故应用受到限制。近几年来,国内外学者开始转向制备TiO2膜(涂层)研究。以溶胶-凝胶工艺为基础的薄膜制备方法又是目前研究最活跃的方向。因为此工艺涂膜具备以下优点:设备简单、成本低、低温焙膜、适用于大面积涂施等。研究者以钛酸丁酯为主要原料,采用了溶胶-凝胶工艺在普通玻璃基片上制备出均匀、透明的TiO2薄膜,并且具有一定的光催化性能。该材料可说是一种具有广阔应用前景的“绿色”材料。Shinji Kato等[7]将Ag负载沉积在超细TiO2上极大的提高了对气体硫化物降解的光催化活性,例如H2S和CH3SH。通过TiO2粉末涂在多孔陶瓷上和光沉积的方法连续浸渍制备Ag-TiO2光催化剂(Ag-PCF)。与传统的光催化剂相比 Ag-PCF 光催化降解H2S和CH3SH分别提高7倍和14倍多。H2S中的 S 原子被氧化成硫酸根离子堆积在催化剂表面。然而,在实验的过程中降解率并没有下降。在光催化氧化硫化物的过程中沉积的Ag起了共催化剂的作用。郭建辉等[8]在TiO2上进行了气相H2S光催化氧化消除的研究。氧对H2S光催化氧化消除过程是不可缺少的,对含量为560mg/m3的H2S,当加入的氧气与原料气中H2S的分子比为42:1,空速为28000h-1时,去除率达到97%。在H2S光催化氧化消除过程中,单质硫的产生可使TiO2失活,经光照再生单质硫转化为SO42-后,TiO2活性恢复,而且SO42-的生成对催化剂的中毒有抑制作用。
1.4.2 超重力氧化还原法脱硫文献[ 9]对超重力氧化还原法用于天然气脱硫进行了探索性研究。在传统的络合铁脱硫工艺基础上, 结合超重力旋转床强化传质的特点, 以达到在短时间内快速脱除天然气中硫化氢的目的, 且使其浓度符合国家标准。用氮气和硫化氢的混合气模拟含硫天然气, 在超重机中应用络合铁氧化还原法进行脱硫实验。氮气瓶中的N2与经过计量的H2S混合后通过转子流量计, 进入超重机。脱硫液从超重机中央进入, 通过液体分布器喷淋到填料表面。在超重机中,液体由填料的内环向外环流动, 气体由外环向内环流动, 气液两相在填料层中沿径向做逆向接触。脱硫液中的碱液将H2S吸收到液相中, 液相中硫氢根离子在络合铁的作用下生成单质硫, 最后形成硫泡沫离开系统。再生槽中通入空气再生络合铁溶液,经过循环泵再次进入超重机重新使用, 完成循环。在超重机中, 以碱液和络合铁溶液作为脱硫液吸收氧化脱硫, 硫化氢的脱除率随着原料气中硫化氢浓度的降低、原料气气体流量的减少、脱硫液流量的增加、pH值的增加而提高; 随着超重机转子转速的增加先提高后降低。在超重机中, 用碱液和络合铁溶液吸收氧化脱硫的最佳工艺条件是: 原料气气体体积流量为4m3/h, 脱硫液的体积流量为1000L/h, 超重机的转子转速为1200 r/min, 脱硫液pH值为9. 38, 此时出口H2S的质量浓度<20mg/m3,符合国家标准要求, H2S脱除率稳定在99. 9%左右。超重力络合铁脱硫设备体积小, 硫化氢脱除率高且稳定, 具有非常好的工业化前景。
1.4.3 改性活性炭催化氧化脱硫普通活性炭存在比表面积小、孔径分布较宽和吸附选择性能差等不足, 已远不能满足国内外市场的要求。对活性炭改性, 使之功能化已成为活性炭发展的必然趋势。通常采用工艺控制和后处理技术对活性炭的孔隙结构进行调整, 对表面基团进行改性, 进而提高其吸附和催化性能[10]化学浸渍方法是将一定的化学药品通过浸渍、干燥后添加到活性炭内部, 使活性炭增加一定的化学反应与催化反应的能力。文献[11]利用碳酸钠溶液对活性炭进行改性实验。将活性炭用蒸馏水洗涤数次, 在蒸馏水中浸泡12h, 然后在10℃的温度下干燥24h, 再用一定浓度的浸渍液浸渍12h, 在110℃的温度下再次干燥24h, 制得改性活性炭。实验测试了氧含量、空间速度(单位反应体积单位时间内处理的物料量)、反应温度对改性活性炭脱硫效果的影响, 分析认为增加氧含量可以提高催化剂的吸附容量, 但氧含量增加到一定值后, 对吸附容量的影响越来越小; 随着空间速度的增加, 催化剂的吸附容量下降; 低温有利于物理吸附的进行, 随着温度的增加, 化学吸附的趋势越来越明显, 所以存在一个最佳吸附温。
2 天然气脱硫技术的发展趋势 相对于煤和石油等能源来说,天然气属于清洁型能源。随着人们对天然气认识程度的加深,对天然气的研究力度也会随之增强。而天然气的经济价值和实用价值,直接或间接地受到其硫质量浓度的影响,因而天然气脱硫技术至关重要。目前,天然气脱硫技术很多,就其发展趋势来看,催化、吸附及生物脱硫都是比较先进的技术。随着天然气工业的发展,将会涌现更多经济有效的脱硫技术,同时也会促进传统脱硫技术的不断改进,让传统技术与新技术相结合,从而达到更好的效果。要尽量多用物理方法脱硫[12],如膜分离技术和变压吸附技术等。物理方法脱硫不但能耗小,而且污染少,几乎无需在脱硫环节引入任何化学物质,既节约生产成本,又清洁生产,是天然气脱硫技术的发展方向。
3参考文献1.王兰芝,李桂明.天然气净化技术进展[J].天然气净化技术研究进展,2006,23(12):11-132.刘忠信,杨素霞.无氧脱硫剂在天然气净化厂的应用[J],小氮肥设计技术,2005,26(2):27-283.韩鹏,杨大静等.天然气脱硫方法的选择及醇胺法的应用[J].内蒙古石油化,2007,12:177—1784.游海兵.浅析液化石油天然气脱硫技术[J].科技资讯,2011 no305.苏欣,古小平.天然气净化工艺综述[J].宁夏石油化工,2005,5(2):1—56.涂彦.微生物脱硫技术在天然气净化中的应用[J].石油与天然气化工,2003,32(2):97—1017. Shinji Kato, Yuji Hirano, Misao Iwata, et al. Photocatalytic degradation of gaseous sulfurcompounds by silver-deposited titanium dioxide[J]. Applied Catalysis B: Environmental,2005, 57(2): 109-115.8.郭建辉,金振声, 张敏,等.TiO2光催化消除 H2S 的研究[J].感光科学与光化学,2004,22(3):211-217.9.冷继斌,于召洋, 李振虎. 超重力氧化还原法用于天然气脱硫的探索性研究[J]. 化工进展, 2007, 26( 7):1023- 1027.10.江霞,蒋文举, 金燕,等. 改性活性炭在环境保护中的应用[ J]. 环境科学与技术, 2003, 26( 5): 55- 57.11.邱琳,宁平, 任丙南. 改性活性炭催化氧化脱硫研究.[ J]. 四川化工, 2005, 8(3): 10-12.12.Dennis Crespo,Gongshin Qi,Yuhe Wang,Frances H.Yang,Ralph T.Yang.Superior Sorbent for Natural Gas Desulfurization[J].Industrial and Engineering Chemistry Research,2008,(4):1238-1244